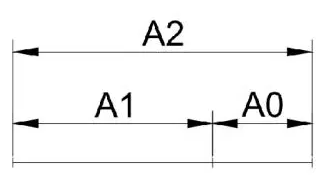
尺寸链是由一组相互连接的尺寸形成的封闭尺寸组。在工程设计和制造中经常用尺寸链来进行工艺尺寸换算,控制关键尺寸的公差,来保证产品的制造精度。
◆按其空间位置的构成可大致分为:线性尺寸链(一维)、平面尺寸链(二维)和空间尺寸链(三维)。
在零件的工艺流程中,决定各个工序要素间相互关系的尺寸通常可用彼此相联系的点、线、面按一定顺序排列,形成一个封闭的尺寸系统,这个尺寸系统就称为工艺尺寸链。
由于产品的复杂性,产品制造需要很多工序才能完成。由于加工基准的转换,使工艺尺寸换算在工艺设计过程中占有很重要的地位。尺寸换算主要有以下几种形式:
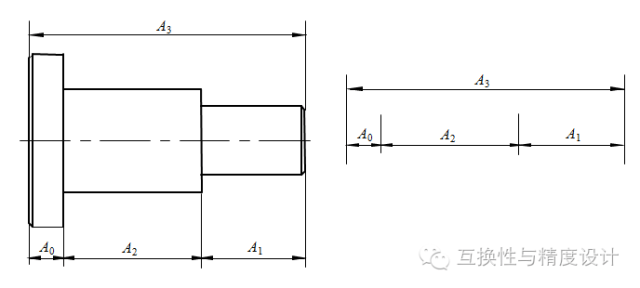
图1中A为设计基准,B为加工面,C为原始基准,尺寸H一定要通过换算后求出。

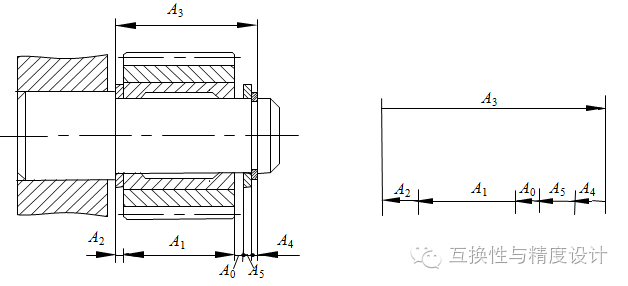
图2中工序原始尺寸为20,B为加工面。若要对该尺寸直接测量很难,因此将一个芯轴安装在零件上,与零件内部的定位面接触,借助基准A进行间接测量。尺寸L为固定长度,因此能通过测量H来间接保证工序尺寸为20。

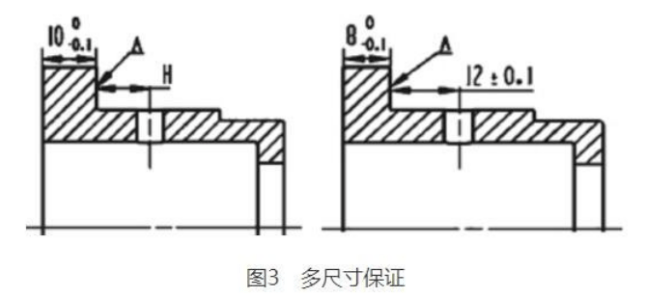
图3中小孔在粗加工阶段已经加工完成,主设计基准A在最后面加工保证,与主设计基准有关的尺寸有4个:10、H、8、12。两个工序中,小孔中心与左端面的距离不变,因此H值由10、8、12 三个尺寸共同来保证。
工艺尺寸链的解算步骤由上所述,要利用尺寸链原理来分析相互关联的工序尺寸及余量的变化规律。首先要由零件工序图画出尺寸链图,然后找出封闭环、增环、减环等进行解算。解算重点是能否正确地画出尺寸链,判断封闭环。对于在生产实践中已出现和未出现的复杂尺寸链解算问题,都应该要依据尺寸链的定义及工艺目的做准确把握,再根据真实的情况来进行解算。
尺寸链的定义:由产品设计或工艺技术要求所确定的某一尺寸和对该尺寸有直接影响的全部尺寸,连接形成的封闭尺寸组。
尺寸链具有封闭性和相关性:尺寸链一定是封闭的,尺寸链中各尺寸一定具有相互联系。
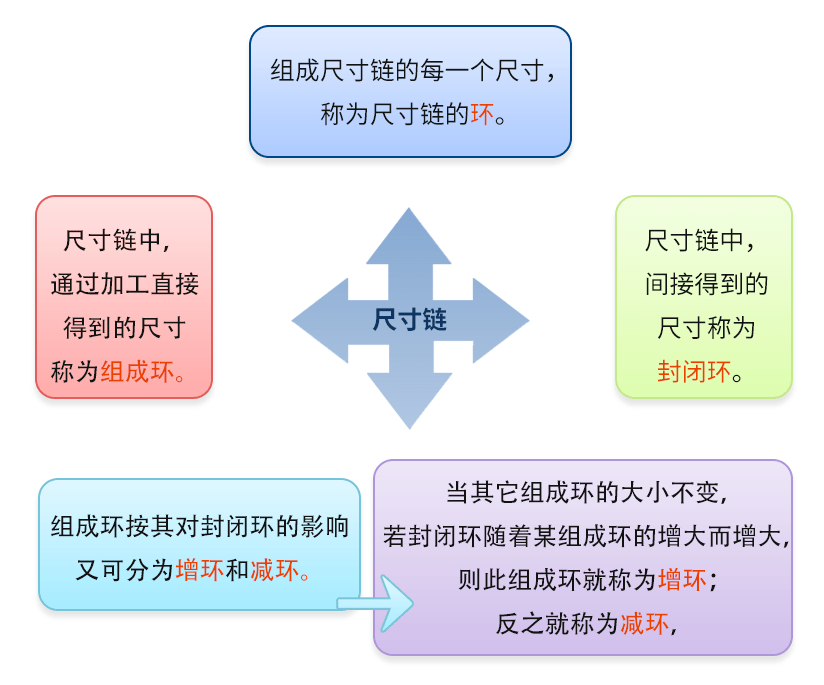
封闭环:加工或装配过程中最后自然形成的尺寸叫做封闭还。封闭环常用下标为“0”的字母表示 。一个尺寸链中只有一个封闭环。判断封闭坏是尺寸链分析的最重要一步。
组成环:除封闭环以外的其他环叫做组成环。组成环通常用下标为“1,2,3,…”的字母表示。根据对封闭环的影响不同,组成环分为增环和减环。
增环:与封闭环同向变动的组成环称为增环。即其他组成环不变,该组成环尺寸增大(或减小),封闭环尺寸随之增大(或减小)。
减环:与封闭环反向变动的组成环称为减环。即其他组成环不变,该组成环尺寸增大(或减小),封闭环尺寸随之减小(或增大) 。
试切法是指操作工人在每个工步或走刀前进行对刀,然后切出一小段,测量其尺寸是不是合适,如果不合适,将刀具的位置调整一下,再试切一小段,直至达到尺寸要求后才加工全部表面。通过试切—测量尺寸—调整刀具的吃刀量—走刀切削—再试切,如此反复直至达到所需尺寸。此法大多数都用在单件小批生产。
调整法是一种加工前按规定的尺寸调整好刀具与工件相对位置及进给行程,来保证在加工时自动获得所需距离尺寸精度的加工方法。这种加工方法在加工时不再试切。生产率高,其加工精度决定于机床、夹具的精度和调整误差,用于大批量生产。
极值法适用于试切法加工,加工后的工件尺寸偏向于最大实体尺寸,极值法考虑工件处于极限偏差时对封闭环造成的影响。
概率法适用于调整法加工,加工后的工件尺寸以公差带为中心呈正态分布,概率发考虑工件处于公差带中心时对封闭环造成的影响。
例1. 已知如下图所示的齿轮部件装配,轴是固定不动的,齿轮在轴上回转,要求齿轮与挡圈的轴向间隙为0.1-0.45 mm。试采用完全互换法装配,试确定各组成环公差和极限偏差。
凡是改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程成为工艺过程。
为方便分析机加工的情况和制订工艺过程,将工艺过程分成若干工序,工序分成若干工步,工步分成若干工工作行程。其细分依实际的需求而定。
所谓工序是指:相同的工作人员在相同的工作地点对同一工件所完成的那一部分工艺过程。
所谓工步是指:相同加工工具对同一工件在相同加工条件下所连续完成的那一部分工序。
如果工艺过程中只有一道工序,工序中又只有一步工步,工步由一个工作行程组成,那么它们实际是相当的。
将工艺过程的操作方法等按一定的格式用文件的形式规定下来,便形成了PROC,即SOP。
加工工艺过程中,治具及工件的实际位置必然会与理想定位位置有一定的差异,同时加工尺寸亦会存在一定的差异,需允许一定的误差存在,怎么样确定其误差符合标准要求,则需引入尺寸链及公差的概念,并做多元化的分析计算。
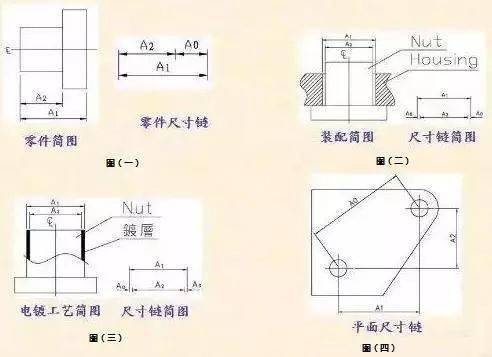
直线尺寸链:是全部组成环平行于封闭环的尺寸链。如图(1),(2),(3)
平面尺寸链:全部组成环位于一个或几个平行平面内,但某些组成环不平行于封闭环的尺寸链。如图(4),两孔之间的尺寸构成了一平面尺寸链。
按各尺寸首尾相接的原则,顺着一个方向在各尺寸链终端箭头,凡是箭头方向与封闭环箭头相同的尺寸就是减环,反之就是增环。
概率法:应用于生产批量大的自动化及半自动化生产方面,或尺寸链的环数较多的场合。
B:按等公差级的原则分配封闭环的公差(按基本尺寸大小来分配公差,工艺上较合理)
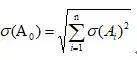
因为对于正态分布,其偶然误差ω即尺寸分散带与均方根偏差σ间的关系可取ω=6σ,从而各组成环的尺寸分散带为
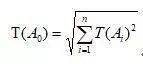
若T(Ai)的平均值基本上满足经济精度的要求,则可按组成环加工的难易程度合理调配公差。概率法的好处是求得的组成环公差比极值法的要求大√n倍。
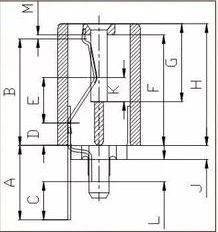
图中有两封闭环尺寸K、M,其中封闭环K的增环有A、D、E、G,减环有C、H、L、J;封闭环M的增环有C、F、L、J,减环A、B
免责声明:本文系网络转载,版权属于原本的作者所有。所转载文章并不意味着本公众号赞同其观点和对其真实性负责。如涉及作品版权问题,请及时联系我们,我们将删除内容以保证您的权益!
关注“质量开讲”,您可以回复1-10任意数字,或以下关键词,查看质量专题。
工业4.0;CPK;PPK;SPC;统计过程控制;柏拉图;帕累托图;五大工具;APQP;PPAP;改善;改进;提升;变更管理;质量成本;QCM;测量;MSA;QSB;8D;控制图;鱼骨图;ISO;质量管理;质量管理体系;抽样;检验;检测;食品安全;餐饮;HACCP;QC七大手法;新QC七大手 法;旧QC七大手法;管理制度大全;质量大全;IPQC;制程品管;来料;进料;QA;QC;QFD;FMEA;ERP;PDCA;直通率;质量归零;纠正措施;实验设计;六西格玛;精益生产;精益管理;车间管理;车间现场管理;生产管理;5S;6S;供应链;供应商;SQE;多品种;小批量;JIT;准时制生产方式;无库存生产方式;零库存;可靠性;可 靠性分析;标准;认证;丰田;奥迪;宝马;玛莎拉蒂;audit;奥迪特;宝洁;三星;审核;内审;外审;绩效;汽车;华为;田口方法;零缺陷;QC小组;质量看板;看板管理;德国制造;日本制造;中国制造;美国制造;质量会议;生产流程;质量考核;制造业智能;人机一体化智能系统;SPC问答;常见SPC问题……
您仅需在质量开讲的主页对话框中输入您感兴趣的关键词例如 Cpk、SPC、六西格玛、精益生产、SQE等等关键词。系统会自动给您回复哦!